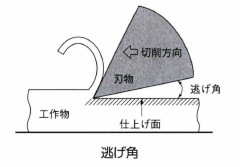
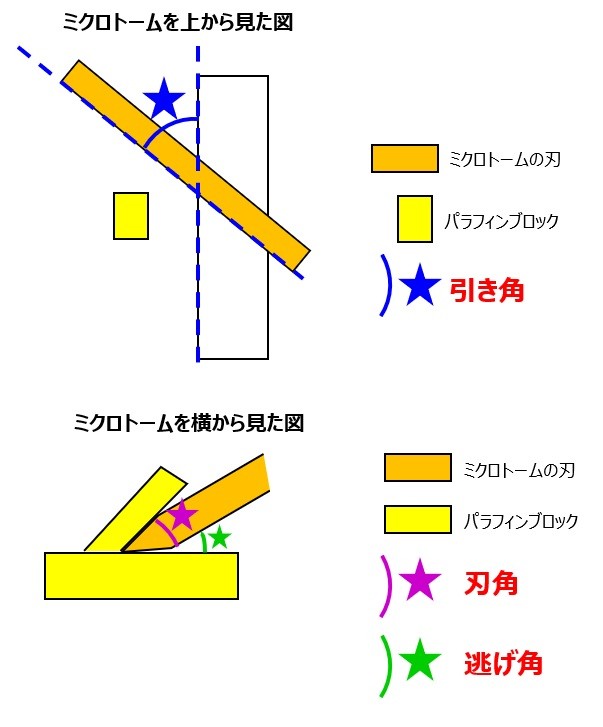
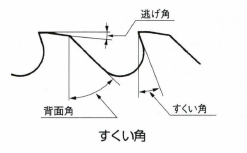
逃げ角

基本加工テクニック バイトについて 旋盤市場

工具測定器

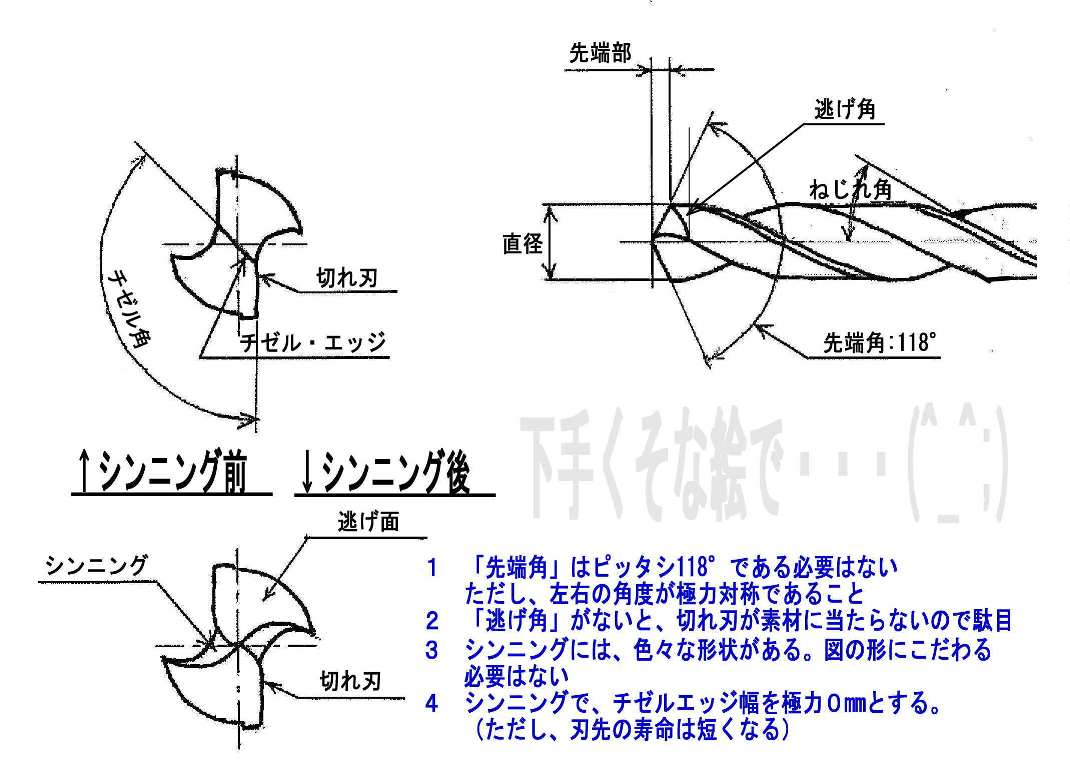
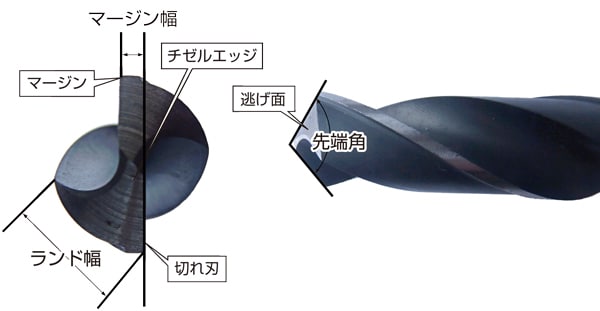
ドリルの各部の名称 形状諸元と切削特性 三菱マテリアル株式会社

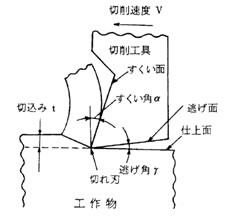
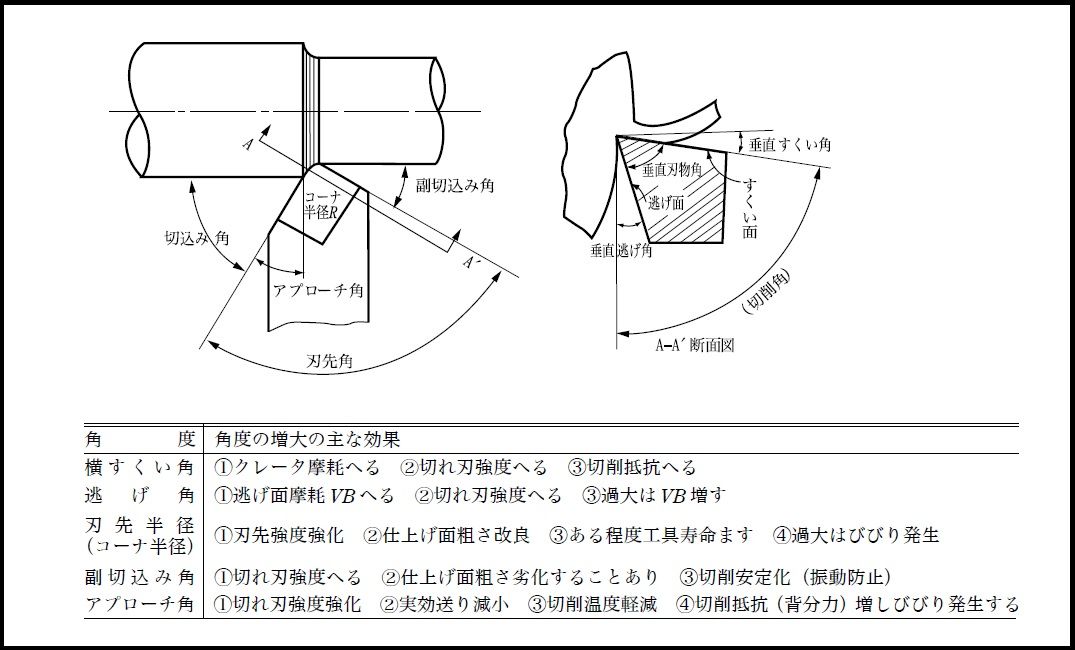
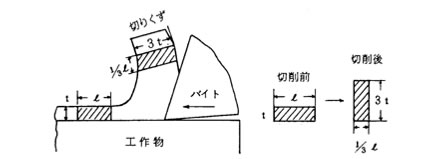
旋削加工の工具各部の作用

15 号 繊維強化樹脂積層体部品の切削加工による製造方法 Astamuse

正規品 サンドビック コロカット3 突切り 溝入れチップ 1125 R123t3 0100 1000 Cs 日本最大級 Relime Org
*せ ん断角が工具逃げ面摩耗の進行に伴つて変化し ないことについては,大 越・佐田1)が実験的に得 ている結果である。 図 2 逃げ面摩耗を伴う切削工具に作用する力の解析 35 306 研 究 精密機械 29 巻 4 号 (1963) (16 ) これが切削量に関する一般式である。 特別の場合として逃げ面摩耗幅 Z の増加に.
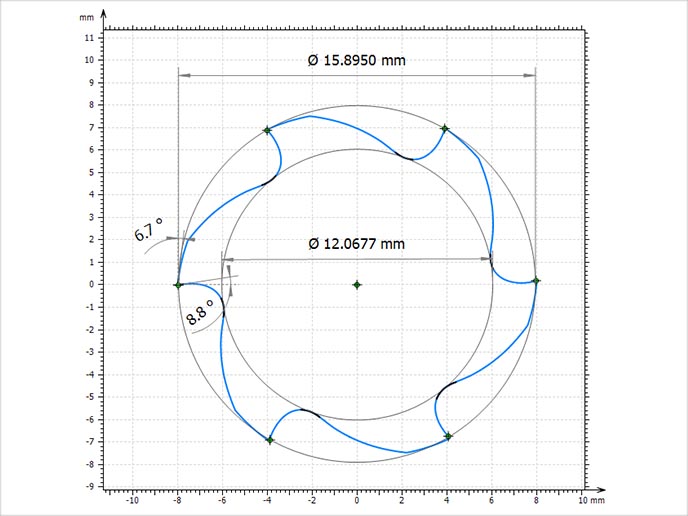
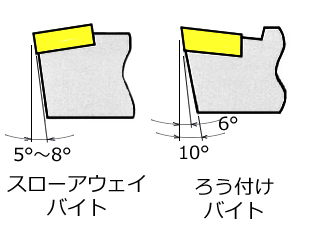
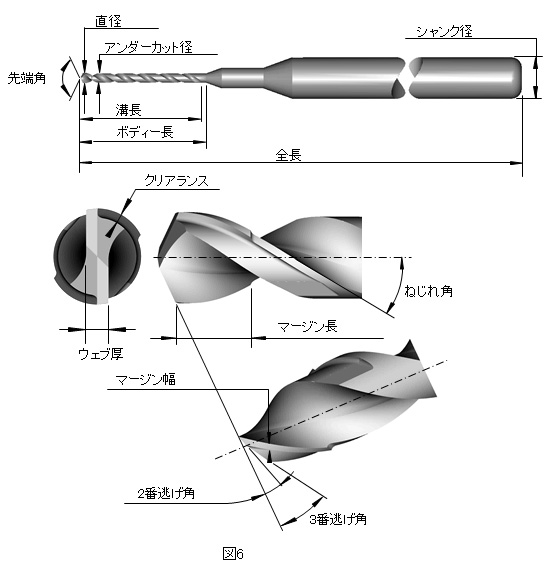
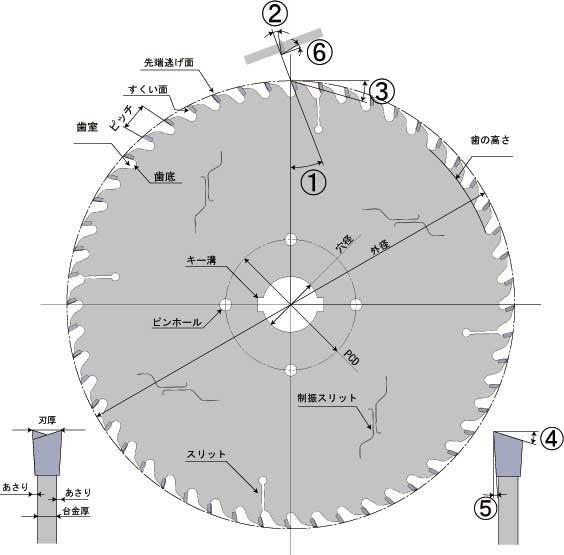
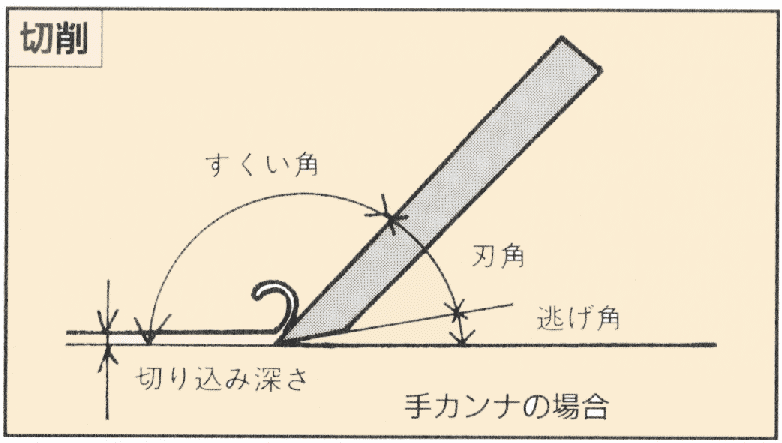
逃げ角. 先端角 ドリルの軸に平行な面に切れ刃を平行 にして投影したときの角。 チゼルエッジ角 ドリルの端面から見たときに、チゼル エッジと切れ刃とがなす角。 逃げ角 外周コーナにおいて、軸直角断面と逃 げ面とがなす角。 12 ドリル各部の名称 直径. 外径、すくい角、逃げ角を形状データから高精度測定 φ02mm マイクロエンドミル 測定結果 心厚:0124mm 外径:0199mm すくい角:81°(平均値) 逃げ角:167°(平均値) φ8mm 3枚刃エンドミル 測定結果 外径:7969mm すくい角:163° 逃げ角:6° φ16mm 6枚刃エンドミル 測定結果 外径:155mm. 鉄鋼 350~900N/mm2 18° 12° 鉄鋼 900~10N/mm2 12° 6° ステンレス鋼 12° 6° 鋳鉄 12° 8° アルミニウム/アルミ合金 16°22° 10°18° 銅 16°22° 10°18° 青銅 12° 8° 黄銅 15° 15° チタニウム 2° 15° ページの先頭へ 新着情報 展示会情報;.
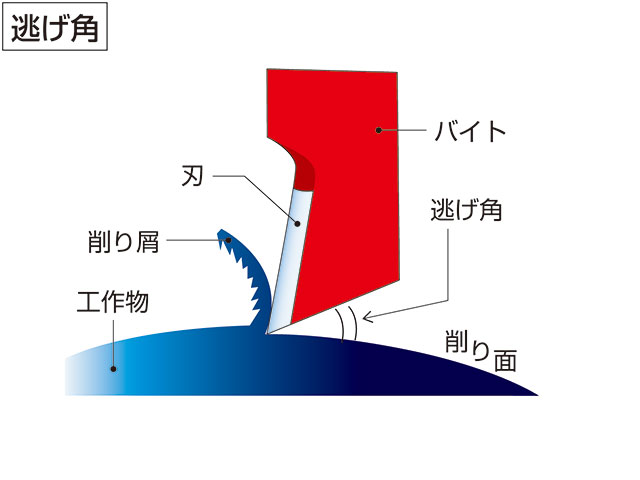
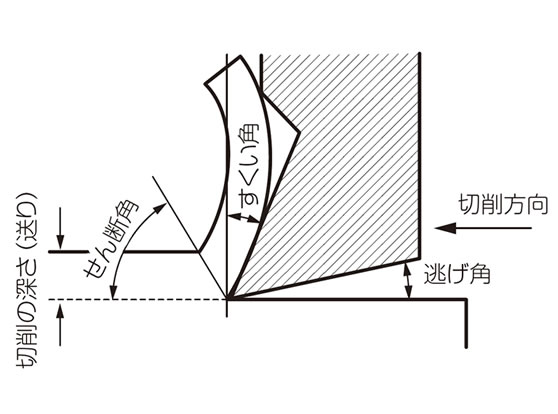
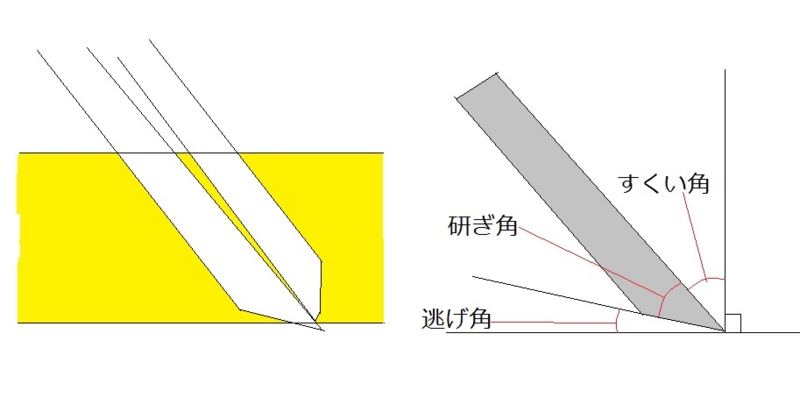
時計回り(正転)に回転する被削材へ右側(X方向)からバイトを当てると切りくずがバイトの上の方に排出されていきます。 この時、被削材とバイト刃先との関係でまず生まれてくるのが すくい角 と. 逃げ角 逃げ角とは カテゴリー トップカテゴリ > ドリル (ソリッド・インデキサブル) > ドリル基礎 回答 ドリル先端逃げ面についてる角度の事。 この逃げ面に角度がついていないと、穴加工は出来ません。 ただし逃げ角が大きいと欠けや穴拡大が発生しやすくなり、小さすぎると摩耗が早くなったり、バリが発生しやすくなります。 参考資料・逃げ角. 逃げ面摩耗 (フランク摩耗) 工具材種が軟らかすぎる 切削速度が高すぎる 逃げ角が少なすぎる 送り量が極端に低すぎる 耐摩耗性の高い工具材種にする 切削速度を下げる 逃げ角を大きくする 送りを上げる すくい面摩耗 (クレータ摩耗) 工具材種が軟らかすぎる 切削速度が高すぎる 送り量.
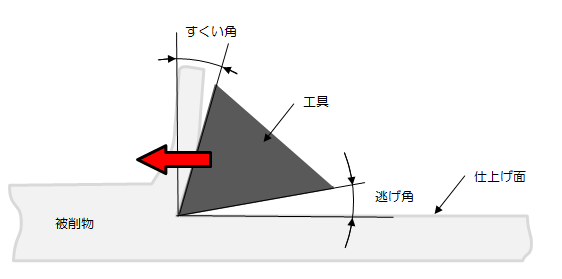
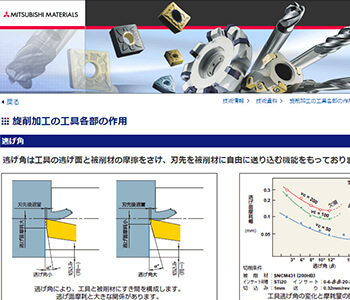
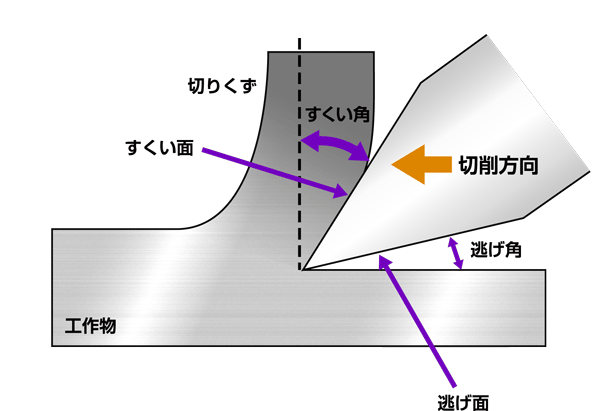
What is「逃げ角」? 逃げ角は工具の逃げ面と被削材の摩擦をさけ、刃先を被削材に自由に送り込む機能をもっています。 切削工具の逃げ面(加工面との接触を防止する為に逃がした面)と加工面とのなす角をいう。 通常、バイトの場合、逃げ角は約6°で、逃げ角が小さいと、刃先の強度は大きくなるが、逃げ面摩耗(切削工具の逃げ面に生じる摩耗)の進行が早く. ドリルの刃の材料と切削しない面のことを逃げ角といい、一見あまり切削の能力に関係がないようにみえますが、実は逃げ角は重要な要素です。 逃げ角が小さすぎると、切削の際に材料との摩擦が発生し、熱が発生してしまいます。 そのため、逃げ角が小さすぎると刃先が焼けてしまうことがあるでしょう。 反対に、逃げ角が大きいと刃先が細くなってしまい、刃先. Search Goo Jisho for 逃げ角;.
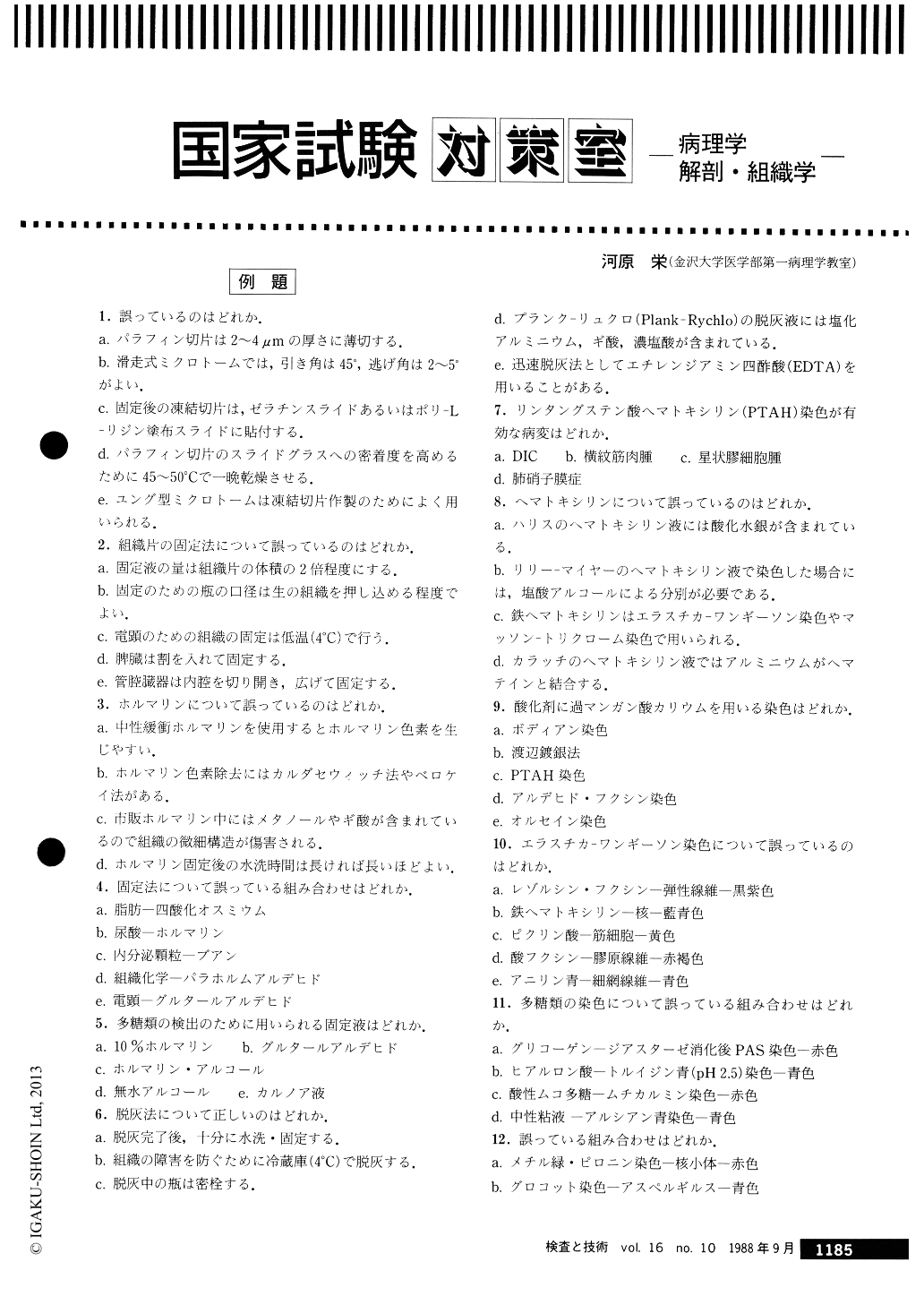
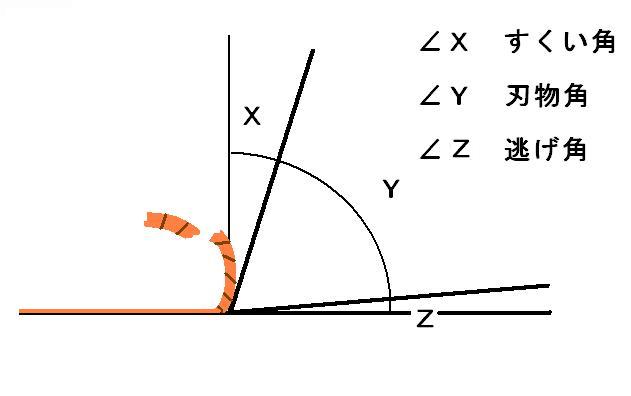
世界大百科事典 第2版 すくい角の用語解説 これを90度回転したものが図1‐dであり,ちょうどかんなで板を削っている状態となる。工具の材料に接しない面を逃げ面,図示の角度εを逃げ角,切りくずの擦過するくさび面をすくい面,図示の角度αをすくい角と呼ぶ。. 2次元切削工具の刃部は右図に示すように、すくい面と逃げ面、およびその2面が交わってできる切れ刃によって構成され、その形はすくい角 α と逃げ角 γ できまる。. 食付き角調整範囲 0゜~45゜ 逃げ角調整範囲 0゜~8゜ 研削方式 カム研削 チャッキング 精密6爪チャック。 タップシャンク部をチャッキングします。 (範囲φ3~φ254mm) コレットチャック(マスターコレット内径φ32mm) ストレートコレット(外径φ32mm)に.
ワイパー刃逃げ角 clearance angle wiper edge ASP 調整ネジ長さ adjusting screw protrusion AZ 最大プランジ切込み (内刃有効切れ刃高さ) plunge depth maximum B シャンク幅 shank width BBD バランス設計 balanced by design BCH コーナ面取り幅 corner chamfer length BD 本体径 body diameter BDX 最大本体径 body diameter maximum BHCC ボルト穴. ヌスミは、ピン角などの部分的な処理、逃げは、シャフト等の軸受と当たらない箇所全部を径を小さくするなど、どちらかというとヌスミに対して広範囲の削り取り加工を示します。 逃げの中にヌスミも含まれます。 ヌスミのことを逃げと言ってもつうじます。 ヌスミ 逃げ ハンドル バネ. すくい角γ くさび角 せん断角φ 逃げ角α φ (a)負のすくい角 (b)削れずに擦る rs rs γ h h e e ② ① ③ 流出できる空間が要求される。工具を長持ちさせるには刃先に加わる切削抵抗 を減らすために加工物の材料特性に応じた刃先形状の選択が、自動加工には切.
切削方向に対する工具逃げ面の傾斜角.横切れ刃,前切れ刃に対して横逃げ面,前逃げ面が定義され,それぞれに対応して横逃げ角,前逃げ角が定義される. ページ用ツール ソースの表示;. 前逃げ角 in Chinese まえにげかく(车刀)副后角。(钻头)圆周后角。 click for more detailed Chinese meaning, translation, meaning, pronunciation and example sentences. 逃げ角 in Chinese にげかく后角。模具间隙,刃口斜角。 click for more detailed Chinese meaning, translation, meaning, pronunciation and example sentences.
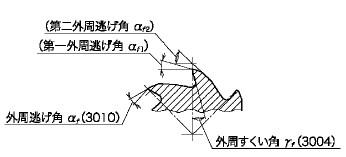
エンド逃げ角 エンドすかし角 エンド三番角 ねじれ角 R R s Cutting part Neck part Shank part Mill Dia Flute length Neck Dia Shank length Shank Dia Neck length Overall length Radial rake angle Radius of fillet Cutting depth End Recess Relief Cutting face Chip space Heel Radial secondray clearance angle Radial relief angle Radial primary relief width Land width End cutting. 切れ刃逃げ角 clearance angle minor 最大切込み depth of cut maximum ワイパー刃逃げ角 clearance angle wiper edge 調整ネジ長さ adjusting screw protrusion 最大プランジ切込み (内刃有効切れ刃高さ) plunge depth maximum シャンク幅 shank width バランス設計 balanced by design コーナ面取り幅 corner chamfer length 本体径 body diameter 最大. 外周すくい角 第1周逃げ角 第2外周逃げ角 角 底刃ギャッシュ角 垂直すくい角 角 角 すかし角 アキシャルレーキ 第1底刃逃げ角 第2底刃逃げ角 図122 エンドミルの角 (jis・b・ 抜粋) 図133 エンドミルの刃数 刃部の断面積(剛性).
この時、刃の下面とブロックの上面とでなす角を逃げ角と呼び ます。 逃げ角は2~5°になるのがよいとされていて、刀の角度目盛りを10 に設定するとち. Other Dictionaries You can also try these fine sites Search ALC for 逃げ角;. 逃げ角(°) 前逃げ角 2~(電動) 横逃げ角 ±15(電動) 旋回角度(°) ±15(NC) 投影機 スクリーンの大きさ(横×縦)(mm) 540×4 倍率(切替式) ×、50× 倍率精度(%) 003以下(φ600範囲) 投影機LED照明 下部(透過)照明 24V/100W 上部(反射)照明 24V/100W 主軸 といしサイズ (外径×幅×内径)(mm) φ65~100×4~6 ×φ22.
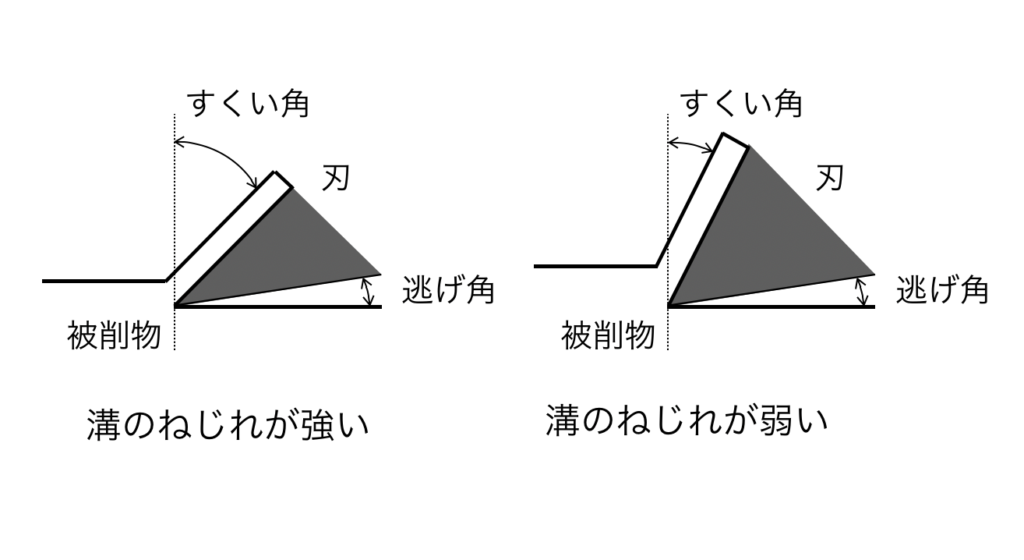
Search Googlejp for 逃げ角. Search Googlecom for 逃げ角;. 逃げ角(β) 逃げ角β 工具逃げ角の変化と摩耗量の関係 Vc=50 逃げ角 逃げ角は工具の逃げ面と被削材の摩擦をさけ、刃先を被削材に自由に送り込 む機能をもっております。 逃げ角における影響 1.逃げ角を大きくすると逃げ面摩耗が減少する。.
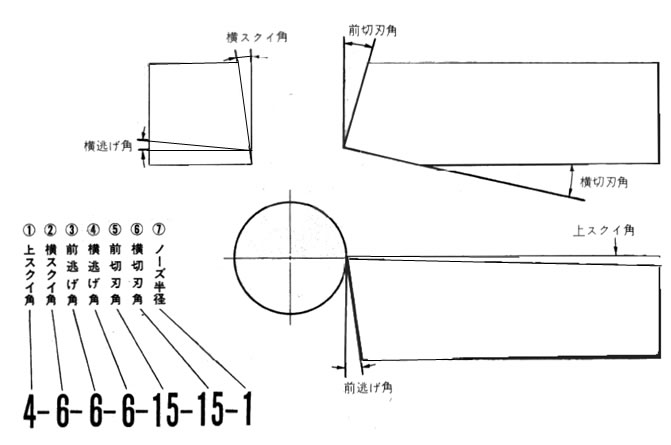
すくい角 b 横すくい角(リード角) c 先端逃げ角(外周逃げ角) d 先端傾き角 (研ぎ角) e 側面向心角(あさり角) s 側面逃げ角.

1998 号 エンドミル工具 Astamuse

Jis規格他資料4 メイン 127 11 13 リーマ用語 Jisb0173 02
やさしい実践 機械設計講座
What Is 逃げ角 機械と工具の情報サイト ツールナビドットジェーピー

Woa1 2枚刃ダブルマージンドリル Google Patents
ドリルの製造工程 ユニオンツール株式会社
逃げ角とは何 Weblio辞書
主切れ刃の形状

毎年恒例 4畳半 Aでニート

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note

前逃げ角の意味 用法を知る Astamuse

側逃げ角の意味 用法を知る Astamuse
エンドミル測定 測定例 産業機器 三鷹光器株式会社

Mmtシリーズのシートの選び方 三菱マテリアル株式会社
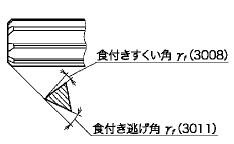
負のすくい 食付きすくい角 逃げ角 タップ ダイス リーマ
刃先詳細用語集

ドリルの基礎知識 2 ドリルを構成する要素について 自動工具研削盤 工具再研磨機の株式会社サイバーrc
旋削におけるすくい角 逃げ角などの影響まとめ
工具寿命
主切れ刃の形状
草刈り機の刃をとぐ機械 Dケンマー Sp チップソー研磨機 Fk 002 を買った サンデーゲーマーのブログwp

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
Tungthreadシリーズ 外径ねじ切りホルダ Js Ser L タンガロイ Misumi Vona ミスミ
逃げ角とは何 Weblio辞書

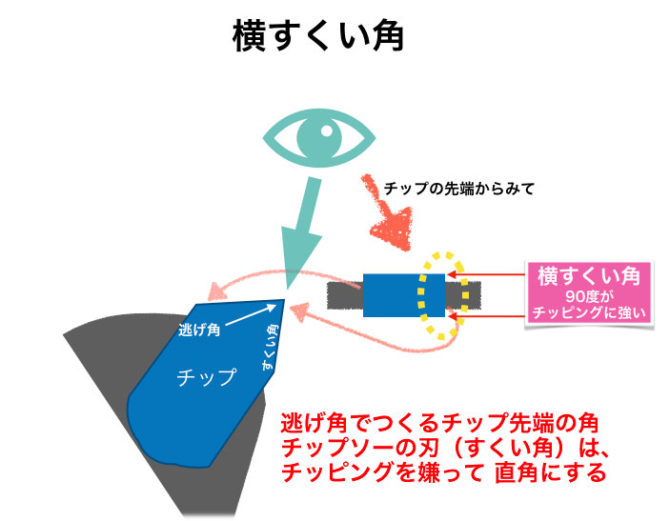
チップソー 基礎知識
What Is すくい角 機械と工具の情報サイト ツールナビドットジェーピー
チップソーの基本説明 ニュース 資料 ハウスビーエム
刃先角 すくい角 逃げ角
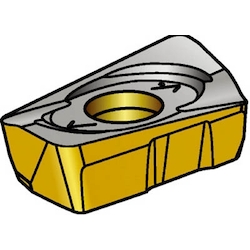
コロミル390用チップ 逃げ角 15 サンドビック Misumi Vona ミスミ
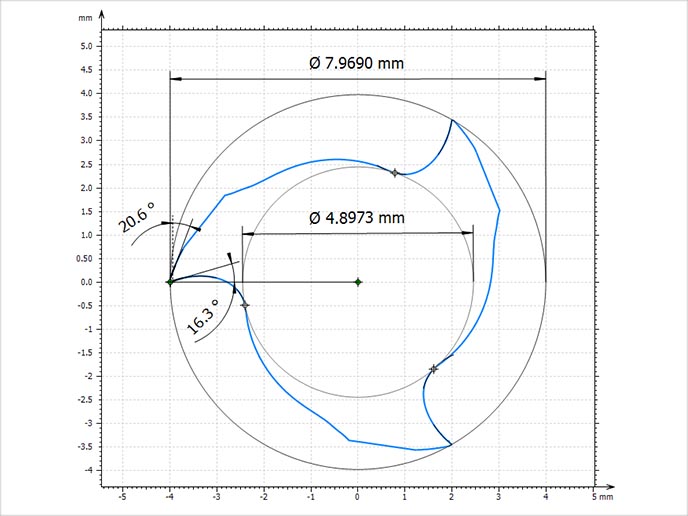
エンドミル測定 測定例 産業機器 三鷹光器株式会社
第66回臨床検査技師国家試験解説 Am41 60 おるてぃのひとりごと
リーン ベルベット スーパー ブローチ すくい角 Chichibuno Soba Com

ドリルの基礎知識 2 ドリルを構成する要素について 自動工具研削盤 工具再研磨機の株式会社サイバーrc
タンガロイ Tungthread タングスレッド Clvor用 チェザータイプ Cnga R E形 外径ねじ切り用チップ タンガロイ Misumi Vona ミスミ
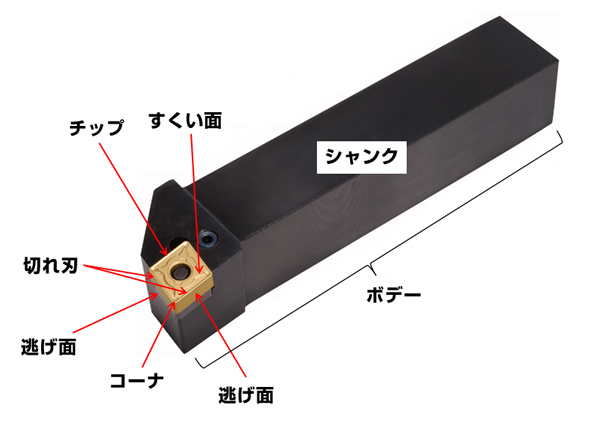
チップの各部の名称 通販モノタロウ
旋削におけるすくい角 逃げ角などの影響まとめ

逃げ角 三菱マテリアル株式会社
スターハードの技術資料 超硬特殊切削工具のオーダー受注 受注生産 承ります

機械加工の基礎知識
タイニーツール 小径超硬ソリッドバー Mdr バーねじ逃げ角チャンファリング 溝入れ カーメックス Misumi Vona ミスミ
42 Skiving Cutter Design System
スパイラルタップの選び方 母材の材質によって使い分けよう

What Is 刃物角 機械と工具の情報サイト ツールナビドットジェーピー

07 号 ドリル Astamuse

旋削加工の工具各部の作用

ドリル
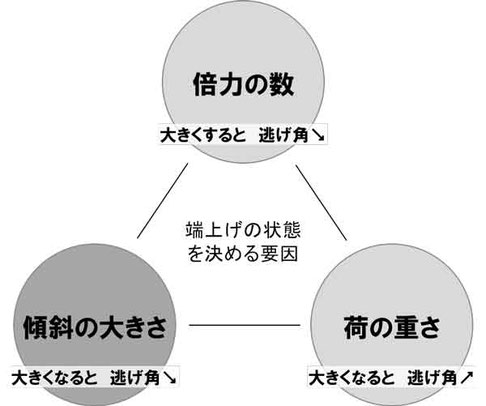
状況に応じた倍力数が分かる 森の機械
すくい角とは何 Weblio辞書
外周逃げ角 食付き逃げ角 ねじれ角 タップ ダイス リーマ

チップソー 基礎知識
Nc 汎用旋盤 チップの型番の見方 旋盤工のtakのブログ

カッタ用インサートの呼び記号 三菱マテリアル株式会社
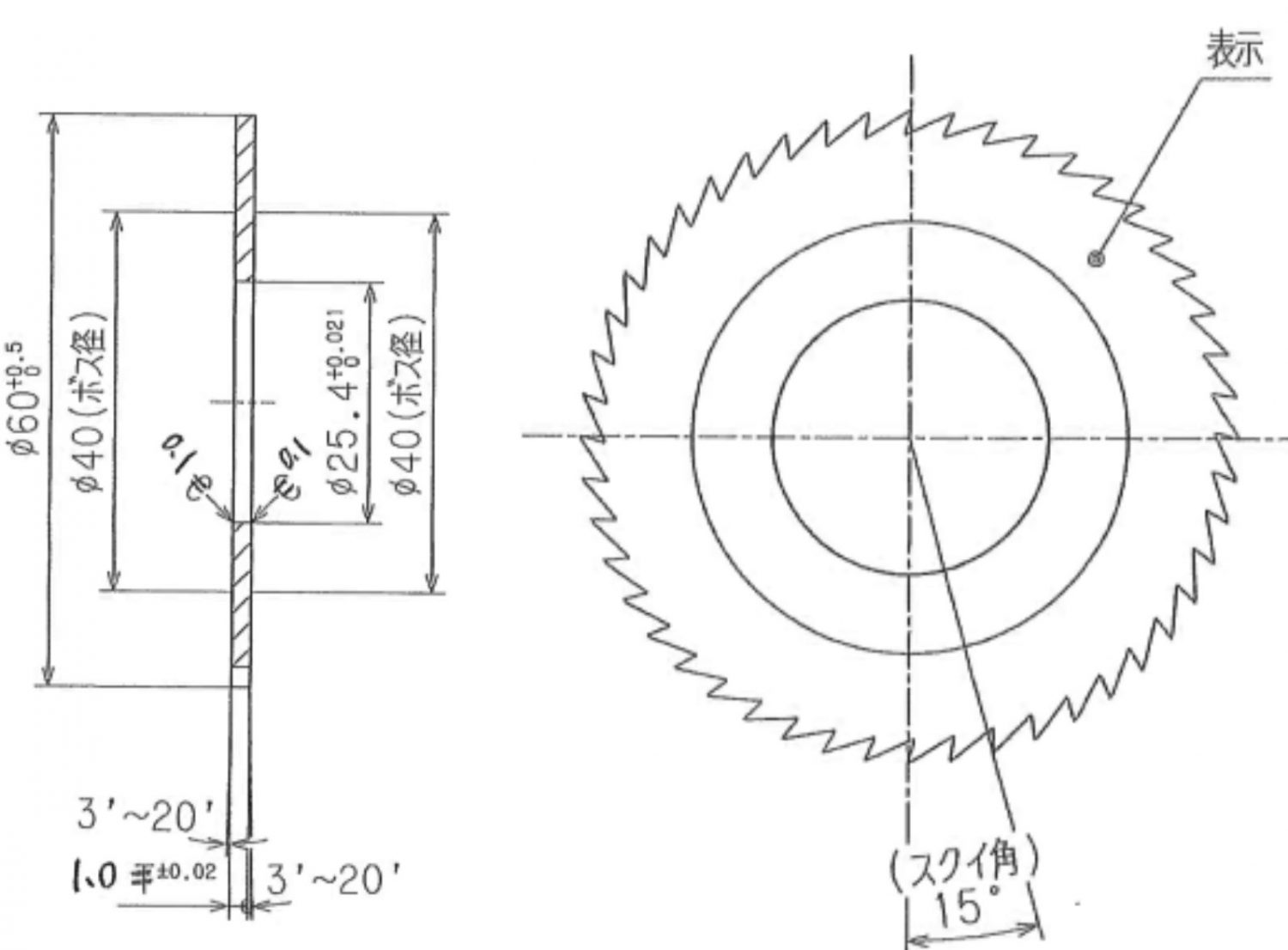
強力型ソリッドメタルソー Psms 切削工具のサカイ

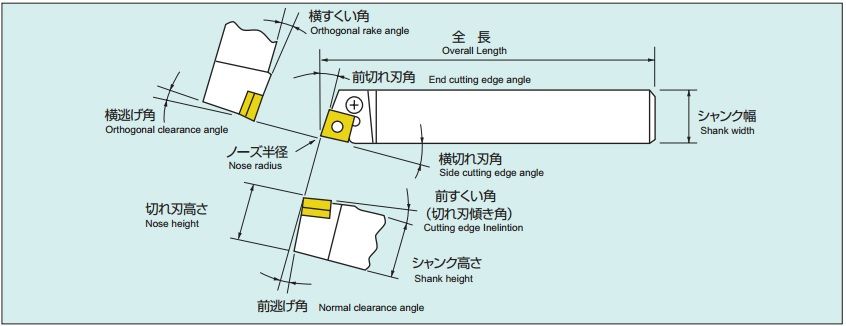
横切れ刃角 前切れ刃角 切れ刃傾き角 三菱マテリアル株式会社

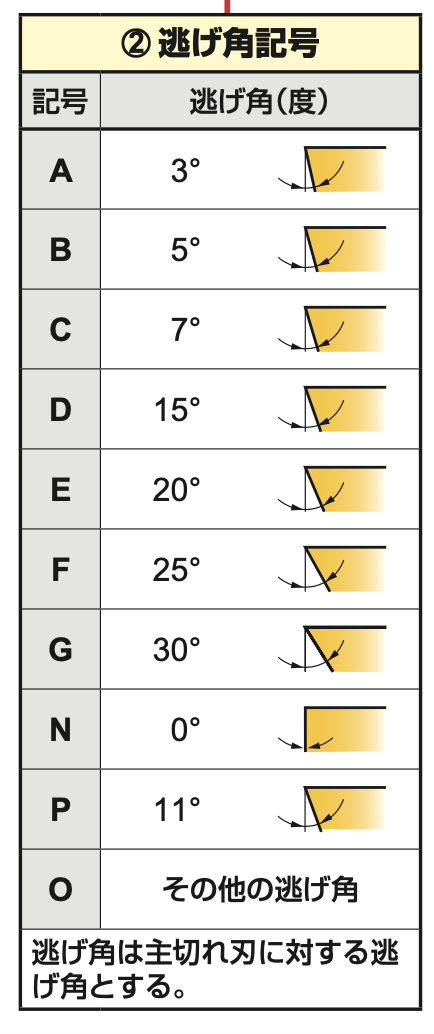
インサートの呼び記号 三菱マテリアル株式会社

18 号 スレッドワーリング加工によるねじ切り用の切削インサート及びおねじ部材の製造方法 Astamuse
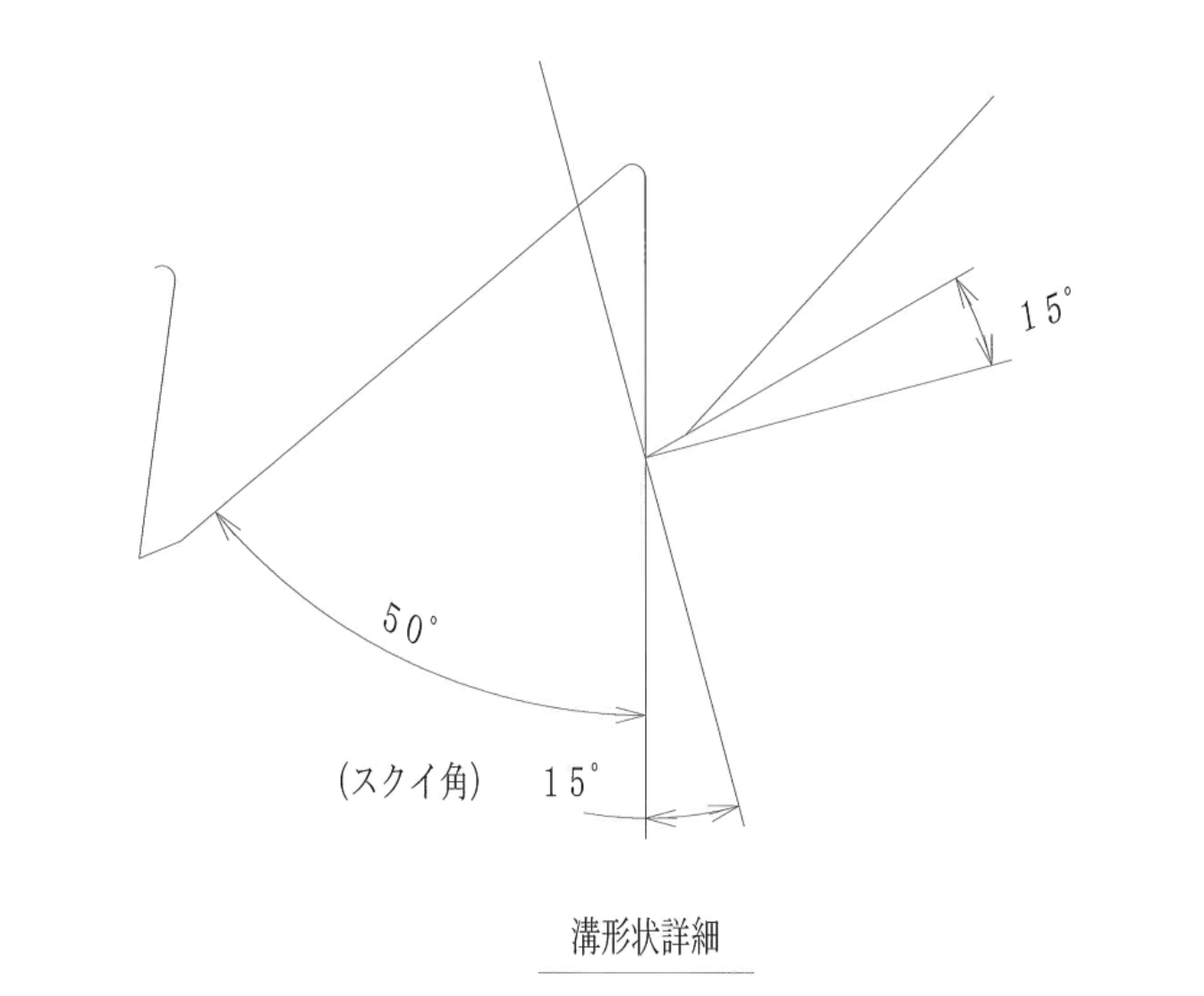
強力型ソリッドメタルソー Psms 切削工具のサカイ
やさしい実践 機械設計講座
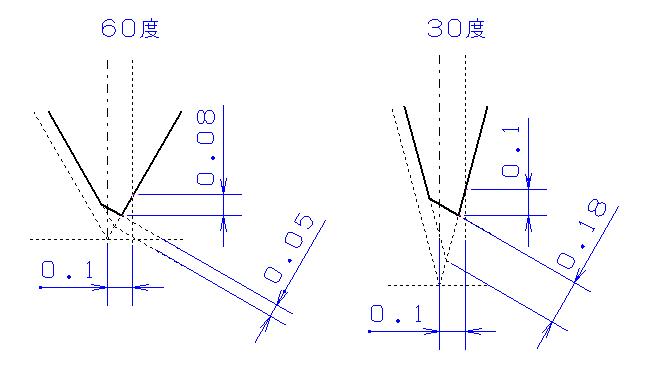
7 04 ドリル研磨について このhpの記載内容について実践される場合 全て自己責任でお願いします 愚生およびルナは 一切その責任を負いません 貧乏人の僕には ドリルを使い捨てにする経済力がありません ですので この動画にも紹介してい

機械加工の基礎知識

V Pdn 1000 290 1番2番3番
病理学 解剖 組織学 検査と技術 16巻10号 医書 Jp

横逃げ角の意味 用法を知る Astamuse
すくい角 Giants Of The West
切削系電動工具の選び方 使い方 手入れ 図解

技術資料 タップの刃物角 切削代 彌満和製作所 イプロスものづくり

Amazon Cgoldenwall Mr 13d 2vツイストドリル研磨機 ダイヤ砥石付きドルケン 先端角 正面角 逃げ角などの加工に適用 研磨工具 Mr 13d Cbn砥石 研ぎ器
V Pdn 1000 290 1番2番3番

輝く高品質な R123jcm 2135 サンドビック コロカット2 突切り 溝入れチップ 2135 10個 超目玉 Relime Org

3分でわかる技術の超キホン 切削加工とは アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション

底刃逃げ角の意味 用法を知る Astamuse

42 Skiving Cutter Design System

Iscar Turning Threading Product Lines

横切れ刃角 前切れ刃角 切れ刃傾き角 三菱マテリアル株式会社

三菱重工工作機械 ピニオンカッタの刃付け研削について

基本加工テクニック バイトについて 旋盤市場
ドリルの各部名称 通販モノタロウ

切削表面性状に及ぼすすくい角の影響
強力型ソリッドメタルソー Psms 切削工具のサカイ
Amazon Cgoldenwall Mr 13d 2vツイストドリル研磨機 ダイヤ砥石付きドルケン 先端角 正面角 逃げ角などの加工に適用 研磨工具 Mr 13d Cbn砥石 研ぎ器

順送型設計手順 後編 微細加工研究所
V字カッターの製作 2
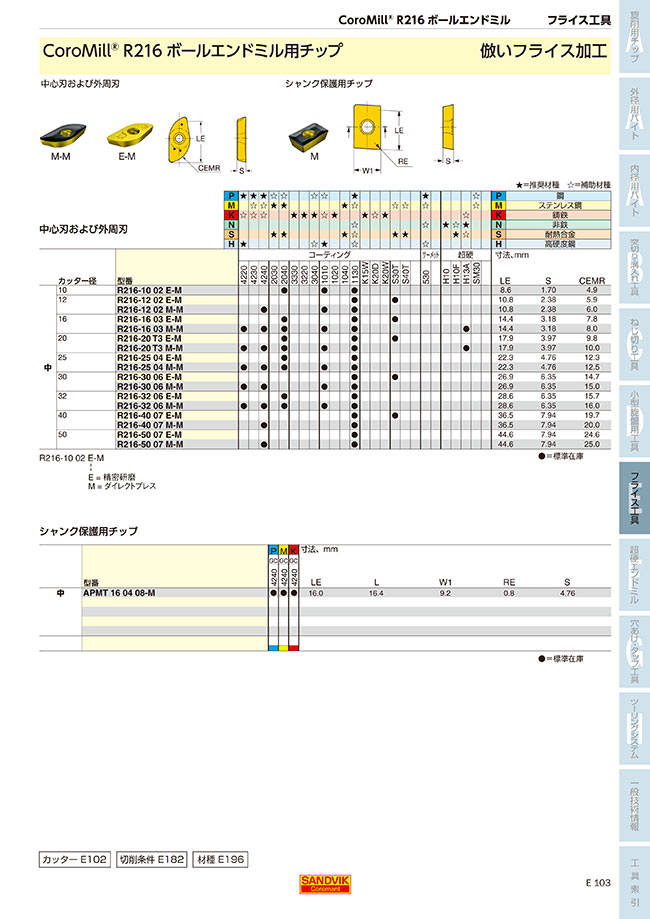
コロミルr216ボールエンドミル用チップ 逃げ角9 サンドビック Misumi Vona ミスミ

チップソー 基礎知識

なつおの部屋 資料室 2 加工 フレーム 23 ドリルの研ぎ方

バイトの刃先角度とノーズ半径www Tool Tool Com Bw切削刀具機械加工學術研究www Tool Tool Com 隨意窩 Xuite日誌

18 号 切削刃 切削工具 スラブの手入れ方法及び鋳片の製造方法 Astamuse
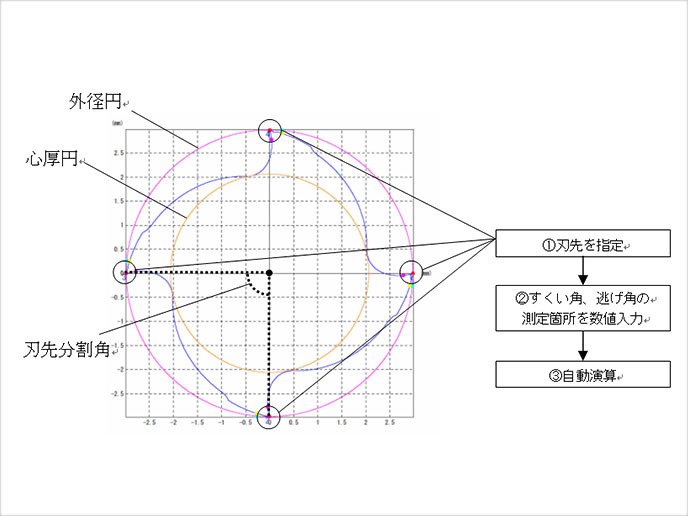
エンドミル寸法評価機能 Mlpシリーズ 産業機器 三鷹光器株式会社
やさしい実践 機械設計講座
チップの各部の名称 通販モノタロウ
刃物の話 逃げ角 大工道具屋のひとりごと



